

| ЛИНИИ ПОДГОТОВКИ ПОВЕРХНОСТИ
Описание | Характеристики
Подготовка поверхности перед нанесением гальванического покрытия представляет собой комплекс мероприятий, направленных на удаление загрязнений с металлической поверхности.
Основные виды загрязнений:
Основные виды загрязнений:
- Твердые частицы, оставшиеся после изготовления изделий, включая металлические частицы, песок, пыль, шлак, графит и прочие.
- Жиры, масла, смазки и другие органические вещества.
- Окислы и аналогичные соединения.
Способы подготовки поверхности перед нанесением гальванического покрытия можно классифицировать следующим образом:
Методы обезжиривания:
Травление — процесс очистки поверхности изделий с использованием травильных растворов, которые удаляют окалину и оксидные пленки. Травление осуществляется в растворах серной, соляной, азотной, ортофосфорной, плавиковой или других кислот. Для улучшения процесса травления, продления срока службы и придания обезжиривающих свойств, в состав травильных растворов могут быть включены ингибиторы травления, смачивающие агенты и ускорители травления.
Цинкатная обработка — метод подготовки алюминиевых изделий, включающий кратковременное погружение в раствор цинкатной обработки (на 30-60 секунд). В результате растворения оксидной пленки поверхность покрывается тонкой пленкой цинка (0,1-0,15 мкм), предотвращающей повторное окисление. Чем тоньше и плотнее цинковая пленка, тем выше прочность сцепления алюминиевой основы с гальваническим покрытием. Двухкратное цинкование может обеспечить лучшее сцепление. После выдержки в цинкатном растворе изделия промываются водой и переносятся в раствор азотной кислоты (разбавленной водой в соотношении 1:1) для удаления цинкового покрытия. После тщательной промывки изделия вновь погружаются в цинкатный раствор.
Виды цинкатной обработки:
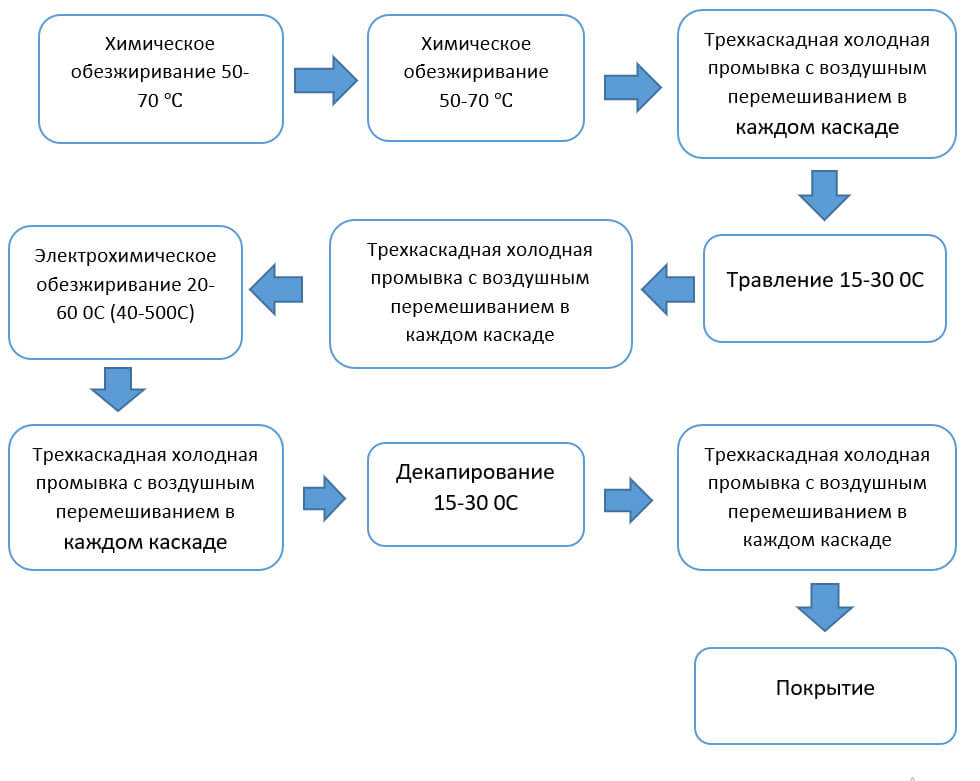
Схема типовой способ подготовки поверхности для деталей со средним уровнем загрязнения, без сварных соединений и толстого слоя окалины.
- Обезжиривание.
- Травление.
- Активация.
- Цинкатная обработка.
Методы обезжиривания:
- Химическое обезжиривание — погружение деталей в щелочной раствор. В процессе обезжиривания растительные и животные масла омыляются, образуя растворимые мыла, которые легко смываются водой. Минеральные масла при взаимодействии со щелочами образуют эмульсии, где частицы жира отделяются от поверхности и остаются в растворе. Добавление поверхностно-активных веществ ускоряет процесс обезжиривания.
- Ультразвуковое обезжиривание — использование ультразвука при погружении деталей в щелочной раствор. Этот метод эффективен для очистки внутренних поверхностей, глухих отверстий и резьбовых соединений, а также для удаления нагара на сварных швах, ржавчины, некоторых клеев, притирочных смазок и пасты ГОИ.
- Электрохимическое обезжиривание — погружение деталей в щелочной раствор и пропускание через него постоянного электрического тока. Электрический ток уменьшает поверхностное натяжение пленки загрязнений и облегчает диспергирование частиц загрязнений пузырьками газов, выделяющихся на катоде (водород) и аноде (кислород). Деталь может находиться как на катоде, так и на аноде. Катодная очистка может приводить к наводораживанию поверхностного слоя металла и осаждению металлов, растворяемых в щелочах (цинк, свинец, олово), что ухудшает сцепление с гальваническим покрытием. Электрохимическое обезжиривание применяется после механической, химической, ультразвуковой или струйной очистки, а также после монтажа изделий на подвески, для удаления последних остатков жировых загрязнений перед декапированием или покрытием.
- Струйное обезжиривание — очистка в специальной замкнутой камере, где деталь омывается щелочным раствором под давлением из форсунок. Очистка происходит за счет механического воздействия струи обезжиривающего раствора и химического взаимодействия с жирами и маслами.
Травление — процесс очистки поверхности изделий с использованием травильных растворов, которые удаляют окалину и оксидные пленки. Травление осуществляется в растворах серной, соляной, азотной, ортофосфорной, плавиковой или других кислот. Для улучшения процесса травления, продления срока службы и придания обезжиривающих свойств, в состав травильных растворов могут быть включены ингибиторы травления, смачивающие агенты и ускорители травления.
Цинкатная обработка — метод подготовки алюминиевых изделий, включающий кратковременное погружение в раствор цинкатной обработки (на 30-60 секунд). В результате растворения оксидной пленки поверхность покрывается тонкой пленкой цинка (0,1-0,15 мкм), предотвращающей повторное окисление. Чем тоньше и плотнее цинковая пленка, тем выше прочность сцепления алюминиевой основы с гальваническим покрытием. Двухкратное цинкование может обеспечить лучшее сцепление. После выдержки в цинкатном растворе изделия промываются водой и переносятся в раствор азотной кислоты (разбавленной водой в соотношении 1:1) для удаления цинкового покрытия. После тщательной промывки изделия вновь погружаются в цинкатный раствор.
Виды цинкатной обработки:
- Цианистая цинкатная обработка.
- Бесцианистая цинкатная обработка.
Схема типовой способ подготовки поверхности для деталей со средним уровнем загрязнения, без сварных соединений и толстого слоя окалины.
Стандартная схема подготовки поверхности для сильно загрязнённых деталей, которые содержат сварные швы и толстые слои ржавчины и окалины, включает в себя ультразвуковое обезжиривание.

Компания НПО «Нева Актив» осуществляет производство оборудования в строгом соответствии с техническими заданиями заказчиков, требованиями законодательства Российской Федерации и нормами промышленной безопасности, применяя передовые технические решения.
| МЫ ТАКЖЕ ПРОИЗВОДИМ









